Raspberry Crumble Conveyor





Raspberry Crumble Conveyor
Description
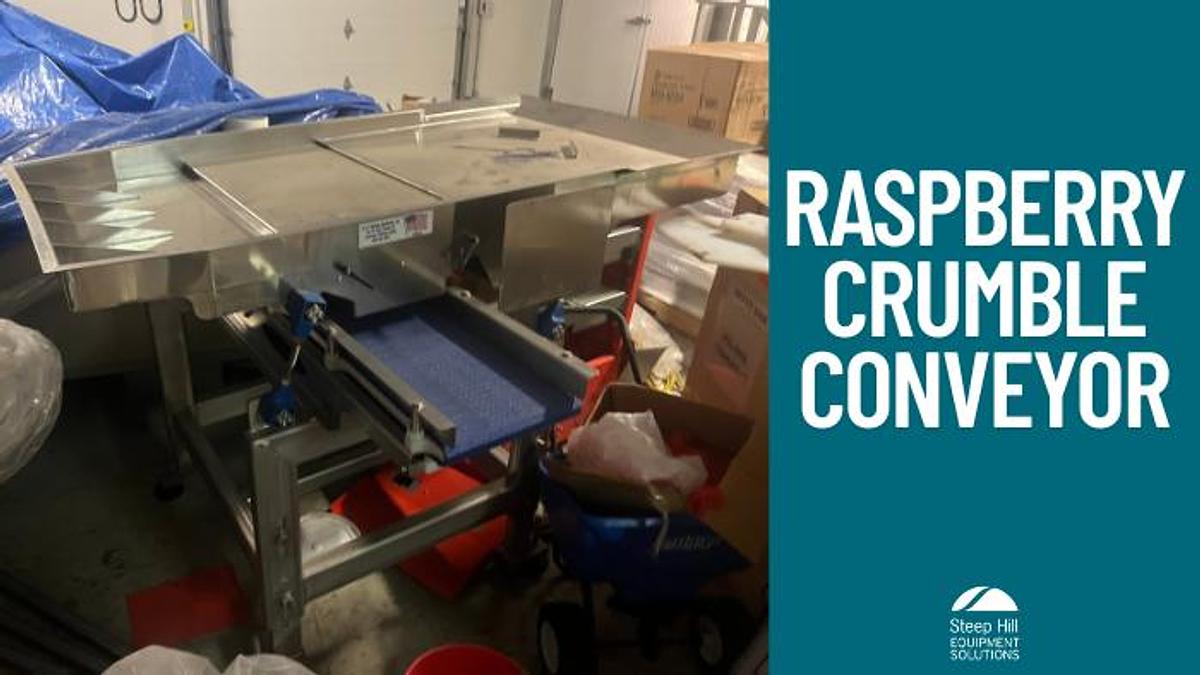
Raspberry Crumble Conveyor
A "raspberry crumble conveyor" is typically used as a critical sorting stage in an Individually Quick Frozen (IQF) processing line. Its primary job is to separate premium whole berries from the smaller, broken fragments known as "crumbles".
Specs:
- Vibratory Separation: The berries travel across a specialized mesh belt or shaker grate. The high-frequency vibration causes the small, broken pieces (crumbles) to fall through the openings while the large, whole berries continue forward
- Air Cleaning: As berries move along the incline, many of these conveyors use a "No-Drop Air Cleaner". A vertical stream of air blows lighter debris—like leaves, sticks, or stems—up into a collection hood, removing them from the main product flow without dropping the fruit
- Extra Grade: The intact, high-quality berries are conveyed to the packaging line to be bagged or boxed as premium IQF fruit
- Crumbles: The separated broken pieces are channeled into a different path. They are often boxed separately and sold for use in secondary products like jams, purees, or bakery fillings
- Gentle Handling: Because raspberries are extremely delicate and become brittle when frozen, these machines are designed with "no-drop" transition points to prevent further breakage
- Waste Minimization: By efficiently sorting the crumbles, processors can monetize fruit that would otherwise be considered waste
- Adjustable Precision: Operators can often swap out the shaker grates for different sized openings depending on the specific fruit variety being processed
- Refuse Conveyor Discharge Height: 37.5 inches
- Refuse Conveyor Width: 11 inches
- Discharge Height: 44 inches
- Useable Width: 32 inches
Specifications
| Manufacturer | A & B Packing Equipment, Inc |
| Condition | Used |
| Stock Number | B3683ABBKF |
| Dimensions (l x w x h) | 69" x 37" x 49.5" |